

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Станки механосборочного производства Рабочие и вспомогательные движения осуществляются от гидропривода. Бесцентрово-шлифовальные станки предназначены для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий. 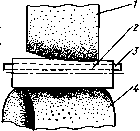 .-4- 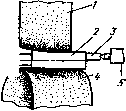 а) S) S) Рис. 7.8. Способы бесцентрового шлифования: а - напроход; б - врезное; в - до упора; / - шлифовальный круг; 2 - заготовка; 3 опорный нож; 4 - ведущий круг; 5 - упор На бесцеитрово-шлифовальных станках заготовки обрабатывают тремя способами (рис. 7.8): шлифованием напроход, врезным шлифованием, шлифованием до упора. Перемещение заготовки 2 вдоль периферии круга 1 осуществляется в результате поворота ведущего 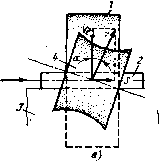 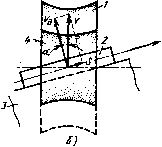 Рис. 7.9. Схема получения продольной подачи заготовки при бесцентровом шлифовании путем поворота ведущего круга (а) и опорного ножа (б): д - окружная скорость заготовки; v - окружная скорость ведущего крута; S - продольная подача; а - угол поворота ведущего круга или наклона опорного ножа (позиции те же, что и на рис. 7.8) круга 4 на определенный угол или за счет наклона опорного ножа 3 (рис. 7.9). Во всех случаях заготовка 2 находится в контакте с опорным ножом 3, шлифующим кругом 1 и ведущим кругом 4. Оба круга вращаются в одном направлении. Частота вращения шлифовального круга в 60-100 раз выше частоты вращения ведущего круга (рис. 7.10). 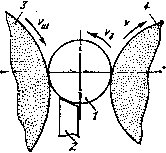 Рис. 7.10. Схема бесцентрового шлифования: Ujjj - окружная скорость шлифовального круга; Uj, - окружная скорость заготовки; и - окружная скорость ведущего круга (позиции те же, что на рис. 7.8) Поперечная подача на бесцеитрово-шлифовальных станках осуществляется перемещением ведущего круга и опорного ножа относительно неподвижной шлифовальной бабки; перемещением шлифовальной бабки и опорного ножа относительно неподвижного ведущего круга; перемещением шлифовального и ведущего кругов относительно неподвижного опорного ножа. В большинстве современных станков применяют бесступенчатое регулирование частоты вращения ведущего круга, что позволяет сохранить постоянную производительность по мере изнашивания ведущего круга. Обрабатываемые детали базируются либо на ноже, либо на башмаках. Станки снабжаются приборами правки шлифовального и ведущего кругов. В станках этого типа отсутствуют какие-либо приспособления для закрепления заготовок, так как их базируют на опорных ножах различной конструкции. Ножи выполняют гладкой или ступенчатой формы из легированной стали, а опорную поверхность закаливают, или из углеродистой стали, в этом случае нож оснащают пластинкой из твердого сплава. При отделочном шлифовании и полировании применяют ножи с опорной поверхностью, выполненной из твердой резины. Бесцентров о-ш лифовальный станок ЗМ182 предназначен для обработки методами продольного или врезного шлифования гладких, ступенчатых, конических и фасонных поверхностей тел вращения. Техническая характеристика стайка ЗМ182 Диаметр шлифования, мм...................... 0,8-25 Наибольшая длина шлифуемой детали, мм.............. 170 Размер (диаметр X ширина) круга, мм: шлифовального......................... 200X40 ведущего............................ 150X40 Частота вращения ведущего круга, мин .............. 11-150 Мощность электродвигателя привода шлифовального круга, кВт .... 7,5 Габаритные размеры, мм: длина............................ 2230 высота............................. 1455 ширина............................. 2120 Отклонение от круглости после шлифования, мкм.......... 0,6 Кинематическая схема станка показана на рис. 7.11. Привод главного движения. Вращение шлифовального круга осуществляется от асинхронного электродвигателя Ml через ременную 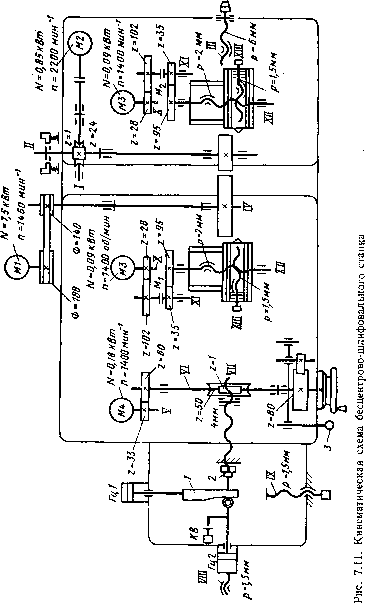 0 188 передачу , Электродвигатель установлен на отдельной плите с индивидуальным фундаментом. Вращение ведущего круга осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 через червячную передачу Ручное перемещение шлифовальной бабки осуществляется от маховика через червячную передачу на ходовой винт VII с шагом р = 4 мм. Быстрое перемещение шлифовальной бабки осуществляется от электродвигателя М4 через цилиндрическую пере- 33 I дачу и червячную передачу -щ- на ходовой винт VII с шагом р = 4 мм. Перемещение салазок механизмов правки шлифовального и ведущего кругов осуществляется по цепи; двигатели МЗ - передачи ~ - предохранительные муфты и - передачи -- ходовые винты XII с шагом р = 2 мм. Толчковую подачу шлифовальной бабки производят рычагом 3 через храповую собачку и храповое колесо 2 = 80 и далее по кинематической цепи перемещения шлифовальной бабки. Движение врезания шлифовальная бабка получает от гидроцилиндров ГЦ1 и ГЦ2. Поперечная подача осуществляется от гидроцилиндра ГЦ1, который перемещает клин 1, контактирующий со штоком гидроцилиндра ГЦ2, являющегося продолжением винта VII. Ускоренный привод осуществляется штоком гидроцилиндра ГЦ2. Выхаживание происходит на упоре 2 в конце поперечной подачи, когда прерывается контакт между клином и штоком гидроцилиндра ГЦ2. Внутришлифовальные станки предназначены для шлифования отверстий методами продольной и поперечной подачи. Наибольшее распространение получили станки, у которых главным движением является вращение шлифовального круга, круговая подача обеспечивается вращением заготовки, а продольная и поперечная подачи обеспечиваются перемещением шлифовального шпинделя или бабки изделия. Станки этой группы могут быть патронными или бесцентровыми. В первом случае деталь базируется в патронах различных конструкций, во втором - на роликах или башмаках. Существуют также станки планетарного типа, на которых обрабатывают крупные детали, установленные неподвижно, а шлифовальный шпиндель совершает вращательное движение вокруг оси обрабатываемого отверстия и вращается вокруг своей оси. Типовая компоновка внутришлифовального станка приведена на рис. 7.12. Станок состоит из станины 1, моста 2, бабки изделия 3, стола 7, шлифовальной бабки 6, торцешлифовального приспособления 4, пульта управления 5. На станине 1 монтируют основные узлы станка: стол со шлифовальной бабкой и мост с бабкой изделия. Мост перемещается по поперечным направляющим скольжения; стол - по продольны) направляющим качения. Торцещлнфоваль- ное приспособление имеет торцешлифовальный шпиндель с автономным приводом и поворачивается в шариковых втулках посредством гидроцилиндра. Торцешлифовальный шпиндель имеет осевое перемещение, обеспечивающее врезание. Станки рассмотренной компоновки имеют две разновидности. В первом случае подача осуществляется поперечным перемещением бабки изделия, во втором - перемещением шлифовальной бабки. В станках предусмотрена правка шлифовальных кругов, а также компенсация износа основного шлифовального круга. 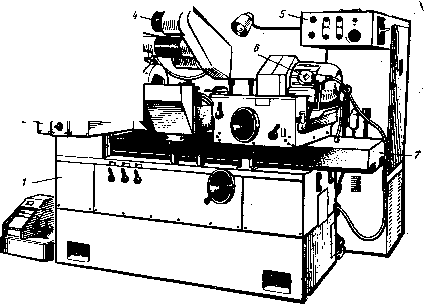 Рис. 7.12. Компоновка внутришлифовального станка Наиболее распространенными универсальными приспособлениями, применяемыми на внутришлифовальиых станках, являются самоцентрирующие патроны. Конструкции кулачковых патронов со спирально-реечным механизмом перемещения кулачков мало отличаются от патронов этого типа для токарных станков. В условиях массового производства применяют быстродействующие мембранные и магнитные патроны. § 2. ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ Плоскошлифовальные станки предназначены для чистовой обработки плоскостей на деталях различных размеров. Главное движение в этих станках - движение вращения шлифовального круга. В зависимости от формы стола, на котором закрепляют заготовку, различают продольную и круговую подачи ее. Когда ши- рина обрабатываемой плоскости больше ширины круга, заготовке или кругу сообщается поперечная подача. Кроме того, шлифовальному кругу или заготовке сообщается периодическое перемещение на глубину, направленное перпендикулярно обрабатываемой плоскости. Шлифование производят периферией или торцом шлифовального круга. Есть станки, в которых шлифование осуществляется одно- 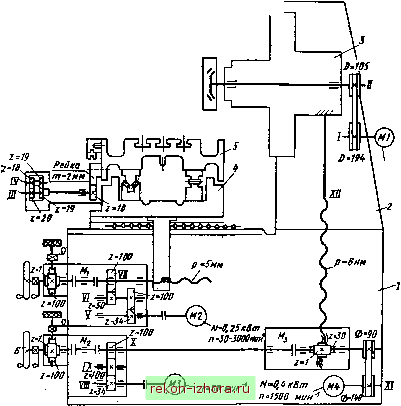 Рис. 7.13. Кинематическая схема плоскошлифовального станка с прямоугольным столом временно торцами двух противоположно установленных кругов. При шлифовании торцом круга различают шлифование кругом, ось которого перпендикулярна обрабатываемой плоскости, и шлифование кругом, ось которого наклонена к шлифуемой плоскости; Плоскошлифовальные станки с прямоугольным столом выполняют с горизонтальным и вертикальным шпинделями. На рис. 7.13 приведена, традиционная компоновка плоскошлифовального станка с прямоугольным столом и горизонтальным шпинделем, работающего периферией круга. На станине / закреплена колонна 2, по
|
||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |