

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сведения об интрументах 2.1. Значения удельной силы резания kgi показателя степени g и множителя а при точении некоторых материалов [73]
примечание. Табличные значения приведены для клина с передним углом 6°. При увеличении угла клина на один градус удельная сила резания уменьшается на 1-- 2 %. При отношении Ь/а > 5удельная сила резания остается постоянной. резания; - осевая составляющая, действующая в направлении оси X и определяющая силу осевой подачи; Ру - радиальная составляющая, действующая в направлении оси у, определяющая силу поперечной подачи и в значительной степени влияющая на вибрации и устойчивость процесса обработки. Указанные составляющие рассчитывают по формулам: где Ср Cpjy Сру - комплексные постоянные, отражающие влияние обрабатываемого материала, геометрии инструмента и условий обработки соответственно. Составляющую Р Н, можно определить через удельную силу резания kg и сечение срезаемого слоя Р, = Ьа-%. Значения удельной силы резания ks и множителя а при точении некоторых материалов приведены в табл. 2.1. Составляющие Ру и Р для различных видов инструмента могут быть определены в зависимости от Pz и условий обработки. Так, при точении резцами с ф = 45 , Я, = О, y = 15 Ру (0,4-н ьО,5)Рг, а Р, ния Р и Рг возрастают. (0,3-5-0,4) Pz. При затуплении резцов значе- Влияние отдельных параметров на силы резания различно. Так, размер угла а не оказывает существенного влияния на силы резания. При изменении же угла y сила Р изменяется на 1-2 % на каждый градус изменения y- Угол ф также значительно влияет как на силу Рг в связи с изменением формы и размеров стружки (а и 6), так и на соотношение сил Р и Ру, Угол % оказывает незначительное влияние главным образом на составляю- щую Ру. Скорость резания для твердосплавного инструмента в диапазоне значений 80-7000 м/мин также оказывает значительное влияние на силы резания. При обработке деталей инструментом из быстрорежущих сталей силы резания превышают силы резания при обработке твердосплавным инструментом, и при их расчете необходимо учитывать влияние скорости резания. Затупление инструмента (его износ) также увеличивает силы резания. Влияние отдельных параметров на силы резания учитывается поправочными коэффициентами. К ним относятся ftp, /?м ф, - учитывающие влияние ско- рости резания, физико-механических свойств обрабатываемого материала, углов ср, у vi X, С учетом коэффициентов формула для Р примет вид Рг = Cp/VAX WPt. Мощность iVg, кВт, затрачиваемая на резание со скоростью м/мин, или частотой вращения п, об/мин, равна 60-1020 ~ 974 * где Мкр - крутящий момент, даН.м. Кроме приведенных эмпирических зависимостей, расчет Pz при обработке материалов, дающих сливную стружку, можно произвести чисто теоретически, на основе механических характеристик обрабатываемого материала и режимов резания 5 и / или а и Ь) = /2 aboj, (1 + k8) cos - ф) / sin Ф, где = 1 при б < 0,06 и при S > 0,06, когда гр = б; kx = 0,5 и 0,8 при б > 0,06 и t) > (1,5ч-2) б; = 0,9 при б Е> 0,06 и ф (l,2-f-l,5) б; б и - относительные удлинение и сужение соответственно в относительных единицах); Ф-угол скалывания. Угол скалывания Ф упрощенно можно рассчитать по приведенной выше формуле, которая не учитывает тепловых процессов, происходящих в зоне резания. С учетом этих процессов угол Ф (при условии, что температура в плоскости сдвига 200 С < <3 всдв <3 600 °С, а на передней поверхности 650 °С < вц << < 1200 °С) можно рассчитать по формуле Ф = arccos (1 - 0,5.10-6)- --Т + У- Здесь 0- температура резания, °С, 6 = 0,6ви (-) X (-j -(iqr6)W в - температура потери режущих свойств инструмента (для твердых сплавов это температура плавления кобальта 1490 °С); С, Сш - удельные объемные 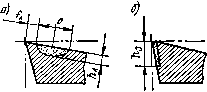 Рис. 2.25. Виды износа режущего клина теллоемкости обрабатываемого и инструментального материалов соответственно; А Яд - коэффициенты теплопроводности обрабатываемого и инструментального материалов соответственно; б - относительное удлинение, %; m - коэффициент, равный 0,925 для углеродистых, 0,97 - хромомолибденовых и хромоволь-фрамовых, 0,8 - хромистых и инструментальных, 1,3 - коррозионно-стойких и жаропрочных сталей, 0,6-0,7 - для титановых сплавов и 1,1 - жаропрочных сплавов на никелевой основе. Тепловые процессы при резании. Тепловыделение при резании связано с процессами упруго-пластических деформаций, трением по передним и задним поверхностям инструмента, образованием новых поверхностей (работа диспергирования). Количество тепла, выделяемого при резании в единицу времени, равно Q = Я,и/5,6. Интенсивность тепловыделения в разных зонах различна. Наибольшая деформация металла осуш,ествляется в контактном слое стружки, где степень деформации в десятки раз выше, чем в других зонах. Этот же контактный слой стружки участвует в работе трения по передней грани. Этим можно объяснить наибольшее тепловыделение и температуру в контактном слое стружки. Наименьшая деформация металла и сил трения - в слоях обработанной поверхности, прилегающих к задней грани инструмента. В этой зоне и температура нагрева наименьшая. Выделяющееся при резании тепло отводится со стружкой (основное количество), через режущий инструмент (около 20 % тепла), через обрабатываемое изделие (около 10 %), в окружающее пространство путем излучения и конвекции, а при подводе СОЖ - путем теплопередачи. Устойчивый тепловой баланс при резании наблюдается при равенстве выделяющегося и отводимого тепла. Температура в зоне резания при этом определяется характеристиками обрабатываемого и инструментального материалов, режимами резания, условиями обработки. Расчет температур для конкретных условий обработки см., например, в работе [204 ]. Виды износа режущего клина и его основные причины. Процессы резания сопровождаются износом режущего клина. Различают следующие виды износа (рис. 2.25, а-б). Износ по передней поверхности (лункообразный износ) преобладает при обработке вязких материалов, больших скоростях резания и съеме больших припусков; характеризуется глубиной Лл, шириной с лунки износа и расстоянием ее /л от режущей кромки (рис. 2.25, а),
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |