

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Углеродистые инструментальные стали 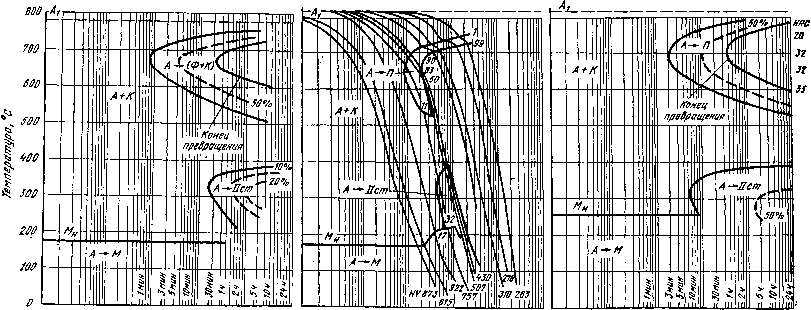 W fP WD,Sf fO fp / wD,sr Времй,с Рис. VI. 14. Диаграмма изотермического превращения аустенита стали Х12 (2,02% С; 0,52% Si; 0,39% Мп; 12,39% Сг; Л1=785С; Mg=180°C; ауст-970°С) Рис. VI. 15. Термокинетическая диаграмма распада переохлажденного аустенита стали Х12 (1,98% С; 0,41% Si; 0,28% Мп; 12,18% Сг; i=805 C; Мд = -=180° С; ауст=90°С) Рис. VI. 16. Диаграмма изотермического превращения аустенита стали Х12ВМ (1,88% С; 11,7% Cr;i 0,35% Ni; 0.61% Mo; 0,63% W; 0,09% V; Л1-815°С; Мн-250 С; ХШС) Таблица VI.ll Режимы окончательной термической обработки сталей для штампов холодного деформирования
Длительность отпуска 1,5 ч, охлаждающая среда - воздух. *2 Трехкратный отпуск по 1 ч каждый. *з Температура первого отпуска. Температура второго otnycKa. Таблица VI.12 Области применения сталей для штампов холодного деформирования Марка стали Назначение Х12, Х12Ш XI2М Х12Ф1 Х6ВФ 8Х6НФТ, 9Х5ВФ Х6Ф4М Матрицы и пуансоны штампов с высокой устойчивостью против истирания, вырубных и просечных, а также гибочН! и формовочных; волочильные доски, глазки для калибрования прутков Накатные ролики, волочильные доски и волоки, глазки для калибрования металлов, матрицы и пуансоны вырубных штампов, матрицы и пуансоны холодного выдавливания, работающие при давлениях до 140-160 кгс/мм* Профилировочные ролики сложной формы, эталонные шестерни, накатные плашки, волоки, секции кузовных штампов сложных форм, сложные ды-ропрошивочйые матрицы для формовки листового металла, матрицы и пуансоны вырубных и жросечных штампов для штамповки активной жести электрических машин, матрицы и пуансоны холодного выдавливания, работающие при давлениях до 140-160 кгc/мм Резьбонакатные Инструменты (ролики, плашки); матрицы и пуансоны, работающие при давлениях до 140-160 кгс/мм; ручные ножовочные полотна; деревообрабатывающий фрезерный инструмент Деревообрабатывающий инструмент - ножи для фрезерования древесины, строгальные пилы, цельные фрезы, а также тонколезвийные инструменты Прессформы для прессования металлических порош-ков; матрицы и пуансоны вырубных штампов для обработки труднодеформируемых материалов, в том числе электротехнических сталей Марка стали Назначение 8Х4В2С2МФ 8Х4ВЗМЗФ2 7ХЗВМФС 7ХГ2ВМ 6Х6ВЗМФС Матрицы и пуансоны штампов холодного объемного деформирования, работающих при давлениях до 220-230 кгс/мм; резьбонакатные и шлице-накатные ролики; деревообрабатывающий инструмент Резьбонакатные и шлиценакатные ролики холодной накатки; шарошки; деревообрабатывающий инструмент; ножи труборазрубочных прессов, гильотинных и других ножниц; матрицы и пуансоны штампов холодного объемного деформирования, работающие при давлениях до 200- 210 кгс/мм2 Вырубные штампы, работающие при повышенных динамических нагруз ках; накатные ролики; матрицы и пуансоны штампов холодного объемно го деформирования, работающие при давлениях до 140-160 кгс/мм Штампы холодного объемного деформирования, используемые при произ водстве изделий из цветных сплавов и малопрочных конструкционных ста лей; матрицы и пуансоны вырубных штампов сложной конфигурации Резьбонакатные, зубонакатные, шлиценакатные и калибровочные ролики, ножи гильотинных ножниц; труборазрубочные ножи; ножи для рубки древесины; шарошки 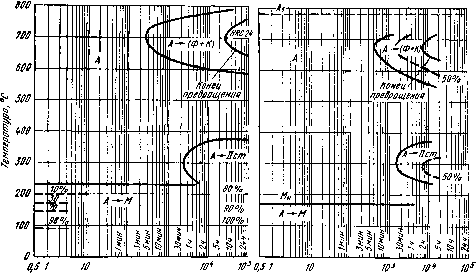 /0 10 Время, с Рис. VI.17. Диаграмма изотермическогЪ превращения аустенита стали Х12М <Ь68% С; 0.45% Si; 0,27% Мп; 11,34% Сг; 0,53% Мо; 0,24% V; М =-230 С; оуст = -9800) 10 Время, с Рис. VI. 18. Диаграмма изотермического превращения аустенита стали Х6ВФ (0,99% С; 0.32% Si; 0,82% Мп; 5,2% Сг; 1,04% W; 0,3% V; Л,-790С; M = 180°Cj ауст=945°С) 4. Стали для штампов горячего деформирования Требовании м шгамповым материалам Стали для штампов горячего деформирования по форме, размерам и предельным отклонениям от них поставляют в виде прутков (штанг) круглого (ГОСТ 2590-71, ГОСТ 4693-77, ГОСТ 1133-71) и квадратного (ГОСТ 1133-71) сечений (до 250 мм). Полосы поставляют по ГОСТ 4405-75; индивидуальные заготовки (кубики) - по ГОСТ 7831-78. Химический состав и свойства сталей для штампов регламентированы ГОСТ 5950-73 и техническими условиями. В соответствии с ГОСТ 5950-73 и техническими условиями стали поставляют в термически обработанном состоянии (после отжига или высокого отпуска). Помимо металла, полученного открытой (мартеновской и электродуговой) выплавкой для штампов горячего деформирования используют стали после электро-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |