

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Конструирование узлов машин 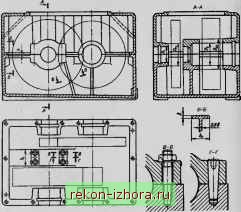 Дно корпуса, особенно при больших габаритах, желательно делать с уклоном О.З-.Л.О в сторону сливного отверстия. Кроме того, у самого отверстия нужно делать местное углубление (рис. 17.22, а). Сливное отверстие должно быть достаточно большого диаметра. При таком исполнении масло почти без остатка может быть слито из корпуса. При -.jMCHe масла чаиъ его может стегать по внешней стенке корпуса на плиту или ос. НИ- Поэтом5 лучше сливно* отверстие располагать (если это удобно для пользования р дн корпуса (ри ,22 б). Иногда оказывается э юбным в отверстие корпуса ввернуть угольник, а последнюю закрыть пробкой (рис. Г. .22 В отдсшных конструкциях применяют отверстия с бородой (рис. 1.-.22, г), не по.жшяюше*. маслу растекаться по наружной поверхности корпуса. Если сливное отверстие приходится располагать на стороне опорного фланца корпуса, то его выполняют в приливе, как показано на рис. 17.22, д. Перед сверлением сливного отверстия прилив в корпусе фрезеруют, поэтому он должен выступатв над необрабатываемой поверхностью нг высоту Aj О 55. Отверстие для выпуска масла закрывают пробкой с цилиндрической иж конической резьбой (см. 11.3). Цилиндричесжая резьба не создает надежного уплотнения, а коническая обеспечивает герметичное соединение и пробки с этой резьбой дополнительнее уплотнения не требуют, поэтому и имаот преимущественное применение. Оформление прочих конструктивных элементов корпусных деталей. Для подъема и транспортирования крышки Kopjiyca и редунт в сборе применяют проушины, отливая их заодно с крьпыкой (рис. 17.23). По рис. 17.23, а, 6 проушина вьшолнена в виде ребра с отверстием; по риг V\e - в виде сквозного отверста т крьпвке. Для подъема и транспортирования корпусов больших размеров предусматривают крючья или проушины (рис 17.24, а, б), которые отливают заодно с корпусом. Конструктивные формы корпусов редукторов, описанные выше, не являются единственно возможными. В случае необходимости можно создавать другие конструкции. Цнлицдрнческие соосные редукторы. Корпуса соосных редукторов отличает наличие дополнительной стенки, расположенной внутри корпуса и предназначенной для размещения опор соосных валов (рис. 17.25). Ширину прилива для подшипников, расположенных в этой стенке, принимают (см. рис. 7.51) b, = Bi + B2 + q, 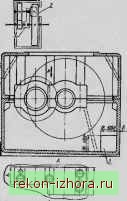 Рис, 17.26 где Д и Bi -ширина наружных кшец подшипников; q={L..l,2)&. Отверстия для подшипников в зависимости от принятой схемы исполнения конструируют с vcrynaMH (рис. 17.25 А - А), с канавкой или гладкими (рис. 7.51). Внешний (щаметр прилива принимают по формулам приведенным на стр. 263. Крышку подшипников крепят к корпусу болтами или шпильками {В - В)н фиксируют двумя коническими штифтами (Г - J). Для увеличения жесткости стенки ее верхний край имеет горизонтальное ребро. Чтобы не мешать обработке плоскости разъема, ребро располагают от плоскости разьема на расстоянии А=(0,4...0,5)8(рис. 17.25). Корпус соосного редуктора, в котором тихоходная ступень имеет внутреннее зацепление (рис. 17.26), отличает то, что в приливе 1 на внутренней стенке размещают опоры трех валов: соосных входного и выходного, а также промежуточного. Ширину крышки, закрывающей прилив для опор, сятределяют по приведенной выше формуле; ширину bi принимают равной (1,0...1,2)Д где В - ширина подщипника промежуточного вала. Часто в задней стенке корпуса делают отверстие 2 (пас. 17.26) для прохода оправки (см. также рис 1 -- Пс окончании обработки во внутренней стенке отверстий под подшипники технологическое отверстие 2 закрывают крышкой. Если внутренняя стенка полностью перекрывает корпус, то при общей масляной ванне для сообщения обеих частей корпуса в ней делают окна 3, чаще всего прямоугольной формы.  Корпуса двум Рнс. 17.27 X соосных редукторов симметричны относительно осей входного и выходного валов. Для размещения внугретших опор этих валов в середине корпуса отливают стош / (рис. 17.27, а) или стенку 2с приливом (рис. 17.27, 6)- Корпуса трехпоточных соосных редукторов для удобства сборки лучше выполнять составными из трех частей: собственно корпуса и двух боковых крьпиек (рис. 17.28). По всему контуру корпуса и крышек предусматривают флашды, а в местах расположения винтов-местные приливы. Крьппки крепят к корпусу винтами {А -А) и фиксируют двумя штифтами {Т-Г). Диаметры d винтов принимают: tf = 8 мм при а до 80 мм; </= 10мм1фиа свыше 80 мм, Расстояние между винтами 4 й 10J, ;Ц*аметры штифтов d = (0,7...0,8)t/. Высоту Я крышек принимают Я== А + /, где А = (0,4...0,5)5 -расстояние между обработанной и необработанной поверхностями крышки; /-длина подщипниксвого гнезда. Kpeiuienne редуктора к плите или раме вьшолняют болтами ИЛИ шпильками. Головки болтов или гайки размещают в нишах (см. рис. 17.18, 17.19) или на высоких Приливах (рис. 17.20). Очень удобно такой редуктор чюпить к раме снизу (рис. 17.21). Коническо-цилнндрическве н конические редукторы. Отличительней особенностью корпусов этих редукторов является прилив, в котсром размещают комплект вала конической шестерни со стаканом, пс ашипниками и крышкой. На рис. 17-29 п<жазан корпус ксяшческочшлинлркческсго редуктора. Размеры прилива:
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |