

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Конструирование узлов машин 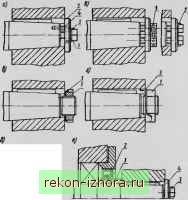 или планкой 2 (рис. 20.1, б). Надежно также крепление полумуфта гайвой 1 (рис. 20.1, с, г). Гайку после затяжки стопорят шайбой 3. Для достижения точного базирования при относительно коротком отверстии (lld < 0,7) полумуфты, посаженные на гладкий или шлицевый цилиндрический конец вала, поджимают гайкой кторцу заплечика вада (рис. 20.1, rf). Часто между подшипником и полумуфтой ставят распорную втулку 7 (рис 20.1, е), которую охватывает манжетное уплотнение 2 Во избежание лроворашвания вт>лки относительно вала полумуфту обязательно поджимают к торцу втулки болтом 3 через концевую шайбу 4 или гайкой- При относительно длинном отверстии в случае базирования по цилиндрической поверхности полумуфты фиксируют на валах способами, приведенными на рис. 20.2. На рис. 20-2, а полумуфту фиксируют устано&тами винтом 1, застопоренньш пружинным кольцом 2. Если отверстие для винта сверлят не в шпонке, а на валу, то для устранения вьшучившегося При засверловке металла кромку отверстия притупляют фаской. На рис. 20.2, б полумуфту фиксирует шайба 2, входящая в паз, выполненный в шпонке. Шайбу крепят винтом / к торцу полумуфты. Шпонка в этом случае должна быть точно пригнана ло длине паза. 
На рис. 20.2, в полумуфту фиксируют на валу плоским пружлатым кольцом J. Вследствие погрешностей размеров 1,Ъи$ меаду торцами кольца и полумуфш может возникнуть зазор. Если такой зазор нежелателен, между полумуфтой и кольцом 1 ставят компенсаторное кольцо 2 (рис. 20.2, г), толицту к которого подбирают или получают подшлифсшвой торцов по результатам измерений при сборке. Для этой же цели вместо компенсаторного кольца 2 полумуфту фиксируют изогнутым пружинным кольцом 1 (рис. 20.2, д). На рис. 20.2, е полумуфту на валу фиксируют два полукольца 1, поставленные в канавку вала. От вьтацания полукольца удерживает плоское пружинное кольцо 2. На рис. 20.2, ж фшлирующие полукольца / и 2 крепят винтами к торцу полумуфты. Полумуфту, посаженную на шлицевый конец вала, кроме способов описанных выше, можно фиксировать шлицевым кольцом 1 (рис. 20.2, з). Кольцо 1 доводят до канавки вала, поворачивают на 1 /2 углового шага зубьев и крепят одним-двумя винтами 2 к торцу полумуфты. При завинчивании конической пробки J (рис. 20.2, и) деформируют шлицевый конец вала, увеличивая его диаметр, и надежно фиксируют полумуфту от осевых смещешШ. В способах по рис. 20.2, с, ж, з возможный зазор меаду торцами полумуфты и кольца Л ры, занный погрешностями размеров I, b к s, устраняют тем, что толщину г кольца подбирают или подшлифовывают торцы кольца по результатам измерений при сборке. 20.2. СМЕЩЕНИЯ ВАЛОВ Вследствие погрешностей изготовления детадей и погрешностей сборки вады, соединяемые муфтой, как правило, имеют смещения: радиальное Д, угловое (перекос) у и осевое а. На этапе проектирования числовые значения смещений находят из рассмотрения соответствующих размерных цепей, определяющих относительное расположение узлов, например, электродвигателя I и редуктора II, установленных на общей плите (раме) П1 (рис. 20.3, о). На схеме обозначены: hi, р, - размеры, определяющие радиальное (Aj) и угловое (Pj) смещения валов в вертикальной плоскости; ю,- -размеры, определяющие осевое смещение между торцами полумуфт (или валов) Предельные отклонения размеров hp и Ад установлены ГОСТ 16162-85 и ГОСТ 8592-79 при номинальном значении Ap(/b) до 250 мм -0,5 мм; свыше 250 до 630 мм - 1,0 мм. ПредельныеотклоненияразмераПрПоГОСТ16162-в5устансщленыО,1/100мн/мм, а размера по ГОСТ 8592-79 для электродвигателей нормальной точности >- 0,15/100 мм/мм. Соосность валов в вертикальной плоскости определяют погрешности размеров Ар, Ао и Лэ, а также рр, Ро и рэ. Соосность валов в горизонтальной плоскости определяют погрешности рас-стоятшй от осей валов до линий расположения крепежных отверстий в лапах двигателя и кортгуса редуктора. Радиол* - . ещения в верпшкальнойплоскостипри необходимости уменьшают применение. К1...плсаторных подкладок ГУ (рис. 20.3, б). Под каждую лапу элеюродвшателя ставят по одной подкладке толщиной > 8 мм, которые фрезеруют
|
|||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |