

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Керамические композиционные материалы Таблица 4.10. Составы карбидостапей
порошковых материалов с метастабильным аустенитом связки, обеспечила высокую износосто11кость карбидосталей при абразивном и усталостном изнашивании. Большинство стальных связок содержит значительное количество хрома, никеля, молибдена, углерода. Эти элементы обеспечивают хорошую смачиваемость карбидных зерен стальным расплавом и высокие механические свойства карбидосталей. Уменьшение содержания углерода в стальной связке влечет за собой некоторое увеличение прочности на изгиб. Применение хрома следует ограничить до 10%, поскольку более высокое содержание хрома приводит к повышению твердости и хрупкости карбидостали. В то же время для повышения окалиностойко-сти в стальную связку необходимо вводить 18... 19 % Сг. Никель в стальной связке благоприятно влияет на вязкость карбидостали. Легирование стальной связки, содержащей 13,0...13,6% Мп, никелем (до 2 %), молибденом (до 8 %) и хромом (до 4 %) способствует повышению прочностных и пластических свойств. Введение меди до 2 % в стальную связку Х12М, Х4Н2М8 приводит в процессе отпуска карбидосталей к дисперсионному твердению. Увеличение содержания меди в карбидосталях сверх 2 % ведет к менее заметному влиянию дисперсионного твердения на твердость материалов, что связано с вьщелением в них мягкой фазы на основе меди. 4.3. ТЕНДЕНЦИИ ПРИ ПРОИЗВОДСТВЕ ПОРОШКОВЫХ ДЕТАЛЕЙ Основным потребителем порошковых изделий за рубежом и в России по-прежнему является автомобильная промьппленность, использующая седла клапанов, гнезда клапанов, гильзы, кулачки зубчатые, шестерни коленчатых и кулачковых валов и других деталей. В ближайшие годы в США удельный вес порошковых деталей в автомобиле возрастет в 1,5 раза за счет применения в двигателях порошковых шатунов. На долю крупных компаний-производителей порошковых деталей, имеющих объемы продаж не менее 50 млн долл., приходится сегодня 53,8 % мирового объема продаж. Автомобилестроительные компании, как основные потребители порошковой продукции, вьщвигают ряд ключевых требований к своим поставщикам. Поставщики автомобилестроительных компаний должны быть признаны на рынке, быть в состоянии осуществлять конструкторские разработки и создавать новые технологии производства, механической обработки и т. п. Всем этим требованиям могут соответствовать только крупные компании с достаточным уровнем прибыли, который позволяет им вкладывать значительные средства в техническое развитие. Например, компания ЖКН Синте Метлз , владеющая 12%-ным сектором мирового рынка порошковых деталей, реинвестирует в научно-технологические исследования около 5 % средств, вырученных от продаж. Руководители компании утверждают, что при меньших инвестициях в развитие существует опасность потерять рынок, обслуживающий автомобильные гиганты. Развитие порошковой металлургии, помимо увеличения объемов производства порошковой продукции, повьш1ения механических и эксплуатационных характеристик, идет и по пути все большего усложнения конструкций деталей. Методами ГИП и холодного изостатического прессования (ХИП) производят детали с закрытой внутренней полостью, внутренней резьбой и шпоночными пазами. В Швеции методом ХИП производят вкладыши автомобильных двигателей массой до 3,5 кг. ГИП применяют для изготовления деталей из низкоуглеродистых, жаропрочных, нержавеющих и инструментальных сталей. В Московской государственной академии тонкой химической технологии им. М.В.Ломоносова разработан процесс прессования, при котором при ограниченных давлениях прессования уплотнение материала инициируется развитием в нем больших сдвиговых деформаций, что по- зволяет при достаточно низком уровне давлений прессования, по сравнению с другими схемами прессования, значительно повысить сложность и плотность прессовок, например, для композиций на основе железа достигается плотность до 100%. В Донском государственном техническом университете разработана технология соединения разнородных порошковых материалов, а также деталей сложной конфигурации, локально упрочненных пропиткой или оплавлением (рис. 4.3). В Научном центре порошкового материаловедения разработаны технологии изготовления широкой номенклатуры деталей сложной формы из метастабильных, фосфорсодержащих и карбидосталей с использованием активации спекания путем механического легирования порошков, инфильтрации (рис. 4.4). В Южно-Российском государственном техническом университете разработан способ получения горячедефор-мированных биметаллических порошковых материалов на основе железа с поверхностным слоем из дисперсноуп-рочненного материала Си-AI2O3, включающий в себя нанесение слоя AI2O3 на частицы медного порошка путем разложения алюминатного раствора, механическое активирование порошковой шихты в высокоэнергетической мельнице, формование биметаллической заготовки, ее спекание и последующее горячее доуп-лотнение. Международные ассоциации порошковой металлургии регулярно присуждают премии 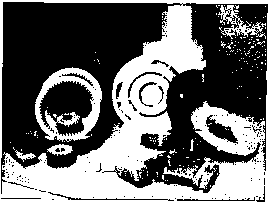 Рис. 4.3. Детали с макронеоднородной структурой 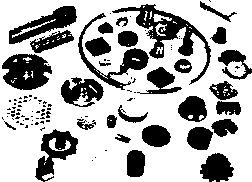 Рис. 4.4. Порошковые детали 288 за лучшие порошковые изделия. Круг призеров американской (MPIF) и японской (JPMA) ассоциаций в 1999 г. достаточно широк - от деталей автомобильного двигателя до спортивных товаров [11, 12]. Например, компания Стекпоул Лтд (Канада) получила приз за изготовление ряда ведущих и ведомых шестерен из порошковой стали для двигателя Chrysler 2,4L (рис. 4.5). Технология изготовления таких шестерен предусматривает избирательное уплотнение до 7,8 г/сы боковых поверхностей зубьев, последуюигее науглероживание и закалку деталей. Компания произвела более двух миллионов порошковых шестерен для замены шестерен из ковкого чугуна, что обеспечило существенное снижение стоимости. Компании Кэйстоун Пау-дерз Метл Ко приз присужден за деталь из нержавеющей стали 7-го класса сложности по AGMA - ведомую шестерню силового привода автомобиля (рис. 4.6). Изготовленная из нержавеющей порошковой стали деталь, имеющая плотность не ниже 6,4 г/см, предел текучести не ниже 207 МПа, твердость 61 HRB, работает в сопряжении с шестерней, выполненной также из порошковой нержавеющей стали. Детали, выпущенные в количестве более миллиона штук, заменили стальные обкатанные шестерни при значительной экономии затрат. Нержавеющие порошковые стали отмечены наградами и по категории изделий, изготовленных методом инжекци-онного формования. Две награды получила компания Филипс МИМ за корпус и шестерня силового привода чолые вставки из нержавею- автомобиля  Рис. 4.5. Ведущая и ведомая шестерни двигателя Chrysler 2,4L   Рис. 4.7. Корпус и полые вставки для насоса  Рис. 4.8. Шпулька и запорная трубка балансировочного клапана двигателя душевого устройства щей стали для насоса, существенно упрощающие конструкцию и уменьшающие его общие размеры (рис. 4.7). Гран При получен фирмой Карпентер-Парматех за шпульку из нержавеющей стали 17-4РН и запорную трубку балансировочного клапана давления душевого устройства (рис. 4.8). Награды по категории изделий из порошковых сталей получили компании Бэджис-Нортен Мануфактуринг Ко за развилочный узел для двигателей Са1еф111аг , полученный спеканием с последующей закалкой (рис. 4.9), и компания Клоус Жиа энд Продактс за деталь двигателя ОМ Mark VI V-8 (рис. 4.10), Итальянской компании МГ Минижиас С па приз присужден за кривошипное устройство, противовес и эксцентрическую шестерню для механического лобзика (рис. 4.11). По категории перспективных материалов нафада присуждена компании Крупп Технологиес за режущий инструмент из инструментальной стали для машин, предназначенных для переработки пластмассовых и деревянных поддонов, в которых могут находиться гвозди (рис. 4.12). 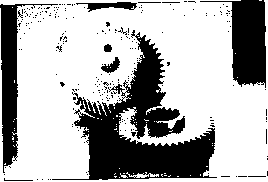 Рис. 4.9. Развилочный узел двигателей Са1ефП1аг  Рис. 4.10. Деталь двигателя СМ Mark VI V-8 Тенденции к усложнению деталей, изготовляемых порошковой металлургией, наглядно проиллюстрированы на выставке РМ ТЕС-2001 в Новом-Орлеане [12, 13]. Нафада присуждена узлу коробки планетарной передачи (рис. 4.13), выполненному Стекпоулс Кэриэ Системе Дивижен (Канада). Порошковый узел используется в автомобилях серии 800-Sierra, Silverado, Suburban, Escalade и Corvette, заменяя водило из литого чугуна, и состоит из паукообразной ступицы, выполненной из низколегированной стали, и сцепной муфты, выполненной из медистой стали. Две части
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |