

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Керамические композиционные материалы проб = с/2 4ее где С = (ЛАд + N)/(N - Лд) - фактор компенсации. Следовательно, объемное флуктуирование атомов примесей ТУд, Л в ?-и-переходе не может быть причиной появления краевого поля, так как оно создается зарядами, флуктуирующими по свободным поверхностям полупроводниковой структуры под действием других физико-химических процессов. 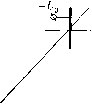  Внутренний металлический контакт Внешний металлический контакт б Рис. 2.29. Распределение напряженности электрического поля Е по длине цилиндрической структуры с р-я-переходом при обратном смещении (о) в сечении цилиндрической структуры (б) при условии Л / - вектор £ по кольцевому объему р-я-перехода; 2 - распределение эквипотенциальных линии этого же поля по сечению цилиндрической структуры; 3 - вектор крайнего поля £j на торцах цилиндрической структуры; R, - радиус внутреннего и внешнего цилиндров, соответственно Краевое поле может увеличиваться или уменьшаться на границе раздела, в том числе и на торцевой поверхности двух диэлектрических сред по законам преломления и широко используется для защиты открытых поверхностей полупроводниковых кристаллов диэлектриками типа SiOj, Si3N4 и др. Чтобы полностью исключить вероятность поверхностного пробоя в полупроводниковых структурах непланарного типа, например, цилиндрической формы, необходимо с помощью более высоких технологий формировать низколегированные участки р-/-я-типов с таким расчетом, чтобы ширина области объемного заряда цилиндрического р-и-пе-рехода плавно увеличивалась к торцевым областям, где /7-я-переход выходит на поверхность с максимальной шириной И- , как показано на рис. 2.31 и в уравнении: Z = Z/2 которое определяет площадь ;?-и-перехода, равного площади поверхности вращения гиперболоида однополостного [54] при граничных условиях: P- nW г=0 = Л, - Л;  Внутренний металлический контакт Рис. 2.30. Распределение напряженности электрического поля Е по длине цилиндрической структуры с р-и-переходом при обратном смещении (о) в сечении цилиндрической структуры (б) при условии R. Ж ; 1 ~ краевое поле пробоя в несколько раз, по сравнению с напряжением пробоя плоского /?-и-перехода. Однако следует отметить, что напряженность электрического поля в объеме р-я-перехода, рассчитанная с помощью теоремы Гаусса (уравнение Пуассона), флуктуирует вокруг номинального значения и, как показывает расчет, изменение напряжения пробоя Uq для Si и Ge вокруг номинального значения ироб ри флуктуации примесей N, N по законам современных технологий изменяется в пределах Afnpo6=005...0,6B что является достаточно точным приближением:  Верхний металлический контакт в сечении - поверхность 2 порядка 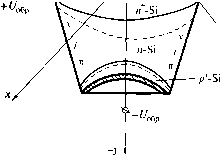 Внутренний (центральный) металлический контакт в сечении - цилиндр Рис. 2.31. Гипотетическая модель полупроводниковой структуры /)+- - +-типа в виде од-нополостного гиперболоида вращения х/й + у/Ь - z/c = 1 с металлическими контактами, обладающими поверхностью второго порядка: л, (, V - слои полупроводника с переменным уровнем легирования на боковой поверхности гиперболоида; W - толщина базы -Si в виде фигуры вращения; -рабочее значение щирины области объемного заряда р- -перехода; W - максимальное значение щирины области объемного заряда на боковой поверхности гиперболоида вращения Таким образом, для полупроводниковых кремниевых структур выпрямительных приборов, например типа, с площадью р-п-иерехо- р-п - 1 следует применять структуры с метадлическими контактами, имеющие формулу поверхности 2-го порядка (см. рис. 2.31), в том числе и для непланарных структур цилиндрической формы, обладающих краевыми эффектами, которые значительно ослаблены по сравнению с плоскими структурами с эквивалентной площадью S = S = с?, где а - сторона квадрата плоского кристалла. Технологические проблемы производства непланарных полупроводниковых приборов Изготовление неплоской поверхности для создания полупроводникового прибора создает множество технологических трудностей, т к в электронном приборостроении все операции производятся на плоскости . Но вместе с тем, применение непланарных подложек, как было показано выще, позволяет создать новое поколение полупроводниковых приборов с более высоким уровнем рабочих и эксплуатационных характеристик, чем у традиционных, изготовленных на основе пла-нарных структур. Полупроводниковый выпрямительный прибор (диод) изготовляется на основе двухслойной структуры, состоящей из высоколегированного п+(р+)- и низколегированного (р)-слоев. Толщина первого может составлять 200...500 мкм при удельном сопротивлении 0,005...0,2 Ом см, второго - 2...40 мкм, удельное сопротивление от 0,5 Ом-см и выще. Технология производства таких структур известна и хорошо освоена в производстве. Для изготовления непланарного выпрямительного диода с замкнутым в виде кольца /(- -переходом или барьером Шоттки требуется двухслойная структура, но в виде полого цилиндра. Технологии изготовления таких структур на поверхности цилиндра пока не существует. Некоторая научная информация о том, что на неплоской поверхности полупроводникового монокристалла возможно изготовление структур для силовых полупроводниковых приборов, имеется в отечественной и зарубежной литературе [57]. Известно, что для изготовления приборов и микросхем используются сферические подложки, которые представляют собой кремниевые сферы диаметром 1... 1,2 мм, получаемые в специальной плазменной печи. Затем поверхности этих сфер -гранул подвергают обработке, которую проводят в герметичных кварцевых трубах, что позволяет отказаться от чистых помещений и сократить производственные расходы. Фирмой Ва11 Semiconductor разработан технологический процесс трехмерной фотолитографии, что является достижением в области электронньгх технологий. Сообщается также, что разработаны способы соединения гранул в блоки и способы их монтажа на единых платформах - корпусах для создания более сложных устройств. Однако использование сплошных сфер диаметром 1... 1,2 мм для изготовления мощных выпрямительных приборов не представляется целесообразным. Могут возникнуть трудности с отводом тепла, особенно из Возможно, какой-либо интерес для производства могут представлять стержни диаметром 30...40 мм, высверленные из труб под сверхмощные полупроводниковые приборы, однако в настоящее время требуются подложки диаметром 5...7 мм, что делает невыгодным изготовление их механической резкой. Анализируя технологию роста профилированных монокристаллов (труб) кремния методом Степанова и результаты, полученные в 80-х годах, можно заключить, что были получены [61] профильные изделия диаметром от 4...5 мм до 25...30 мм с толщиной стенки от 0,15 до 3 мм из кремния и арсенида галлия. Такие профили позволят изготавливать широкий набор приборов на рабочие токи от 3...5 до 500...600 А. Однако качество материала было много хуже, чем в слитках, полученных методом Чохральского и БЗП. Полученные профили предназначались для изготовления солнечных элементов, поэтому направление роста составляло ориентацию <011>; на боковой поверхности образцов после травления явно проступала мозаичная блочная структура. Степень легирования кремния составляла 10...10 см; время жизни неосновных носителей заряда не превышало 1 мкс. Кремний такого качества не может быть основой для изготовления непланарных полупроводниковых приборов. Несмотря на указанные недостатки, метод Степанова, очевидно, может быть использован для получения трубок - заготовок для изготовления непланарных подложек, т.к. выращивание качественных профилированных монокристаллов снижает потери кремния при механической обработке. С этой целью необходимо провести глубокие теоретические исследования процессов тепло- и массопереноса при выращивании профилированных монокристаллов кремния <100> либо <111>; разработать новые конструкции формообразователей и тепловых зон ростовых установок; создать методики и аппараты управления процессами тепло- и массопереноса при росте монокристалла; разработать методики измерения основных структурных и электрофизических параметров получаемых профилей. Следующей технологической проблемой является разработка процесса формирования высокоомного рабочего слоя на цилиндрической поверхности низкоомной подложки. Закономерности эпитаксиального роста из паровой фазы на непланарную поверхность в настоящее время изучены слабо, имеются лишь отдельные данные [62]. Процессы молекулярно-лучевой эпитаксии на непланарную поверхность в научной литературе не описаны. гранул, собранных в трехмерный блок, достаточно сложно будет изготовить металлические контакты к сферической поверхности, чтобы избежать остаточных напряжений в кремнии. Применение трубчатых профилированных монокристаллов кремния 3...5...10 мм при толщине стенки 0,3...0,5 мм позволит избежать указанных трудностей. Преимущества полого цилиндра по сравнению со сплошной сферой заключаются в следующем: - на внешней поверхности цилиндра можно сформировать р-п-пере-ход или барьер металл-полупроводник теоретически любой площади; - изготовление внутреннего и внешнего токопроводящих контактов одинаковой площади позволит избежать шунтирования тока в прямом направлении; - подавление краевого эффекта позволит понизить величину тока утечки при обратном напряжении, как было показано ранее; - отвод тепла от работающего прибора можно осуществлять, пропуская хладагент (газ или жидкость) сквозь сам прибор. При этом отпадает необходимость в массивных металлических теплокомпенсаторах; - изготовление замкнутых кольцевых барьеров металл-полупроводник или -переходов возможно на существующем оборудовании. Преимущества цилиндрической подложки могут быть реализованы только в том случае, если качество профилированного монокристалла будет таким же, как и у пластины, вырезанной из слитка. В существующих условиях возможны два пути создания промышленной технологии получения высококачественных трубчатых подложек: - Механическая резка труб из цельного слитка высокоомного кремния каким-либо специальным инструментом; последующая шлифовка, полировка и химико-динамическое травление поверхности. - Выращивание трубчатых монокристаллов кремния методом Степанова [61]. Оба этих способа имеют свои преимущества и недостатки. Механическая резка коронкой сохранит качественную структуру материала внутри заготовки, но неизбежно приведет к большим потерям качественного кремния из слитка и удорожанию подложек-заготовок. Теоретически можно использовать остатки слитков диаметром 150...2000 мм - обрезь и центральные стержни из высверленных трубок для изготовления традиционных планарных подложек. Однако маловероятно, что такой материал будут брать изготовители планарных подложек, из-за малых диаметров стержней ~ 3 мм.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |