

|
|
Разделы сайта
Читаемое
Обновления Aug-2025
|
Промышленность Ижоры --> Технология изготовления инструментов продолжение табл. 15.6
15.7. Режимы сварки заготовок из стали Р9М4К8 со сталями 45, 40Х
Сваренные неостывшие заготовки необходимо помещать в сборник с температурой 650-720 °С и отжечь. Сварка трением. Осуществляется на специальных машинах, основные технические характеристики и режимы которых приведены в табл. 15.4-15.7. Пайка заготовок инструмента. Применяется для образования неразъемного соединения заготовки режущей части инструмента из быстрорежущей стали, твердого сплава, минералокерамики или сверхтвердых материалов с корпусом из конструкционной, инструментальной или быстрорежущей стали. Отличительной особенностью процесса пайки является использование припоя - металла или сплава с температурой плавления ниже, чем у запаиваемых материалов. Рис. 15.3. Формы торцовых участков заготовок инструмента 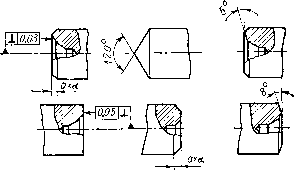 Клеевое соединение. Находит все более широкое применение, особенно при закреплении новых инструментальных материалов, таких как минералокерамика, сверхтвердые синтетические материалы. В связи с невысокой прочностью клеевых швов и их низкой теплостойкостью конструкция клеевого соединения должна быть спроектирована с учетом этих особенностей, а области применения инструмента ограничены получистовой и чистовой обработкой, а также обработкой, при которой не возникают температуры, превышающие предел прочности клея [347]. Образование технологических баз на заготовках под последующую механическую обработку. Для заготовок инструмента класса Валики получение технологической базы сводится к обработке их торцовых участков с образованием центровых отверстий, наружных конусов, фасок, проточек и т. д. (рис. 15.3). Для заготовок класса Втулки и Диски - к обработке отверстий под оправки и подрезке торцов. Обработку торцовых участков заготовок класса Валики можно осуществлять на различном оборудовании, по различным схемам (рис. 15.4), комбинированным или некомбинированным инструментом при неподвижной заготовке. В качестве комбини- рованного инструмента (рис. 15.4, а) используют центровочное сверло / и многогранную пластинку 2, которые закрепляют в одном корпусе. Им сообщается ускоренная подача Хц, а затем рабочая подача 5р и ускоренный отвод Sq. Схема обеспечивает минимальные погрешности обработки за счет исключения погрешностей перестановок, но вибрации, возникающие при обработке торцов, отрицательно влияют на стойкость центровочных сверл. Схемы обработки, связанные с перестановкой заготовок или инструмента (рис. 15.4, б), дают меньшую точность, но устраняют взаимное влияние one-раций подрезки торцов и центрования. По схеме с совмещенной обработкой торцов работают станки моделей 2910, 2911, 2912, 2931, 2932, 2В20М, по схеме с раздельной обработкой - торцеобрабатывающие станки (табл. 15.8), а также барабанно-фрезерные, фре-зерно-центровальные и цен-тровально-отрезные. Обработка заготовок инструмента классов Втулки и Диски осуществляется на одно- или многошпиндельных токарных автоматах одновременно с отрезкой (инструмент диаметром до 60 мм) или на токарных станках однопози-ционных, в том числе с программным управлением, например модели 1П756ФЗ, и многопозиционных, например модели 1К282 (инструмент диаметром до 600 мм). К заготовительным операциям для инструмента класса Валики относится и правка заготовок. Осуществляется она на специальных станках (моделей СИ-049 или СИ-102) одновременно с обработкой сварных швов или после образования центровых отверстий с использованием их в качестве базы при правке и при контроле кривизны. Оборудование для правки в центрах - прессы гидравлические пневматические. Кривизна заготовок после правки не должна превышать 0,3 мм на длине 200 мм. 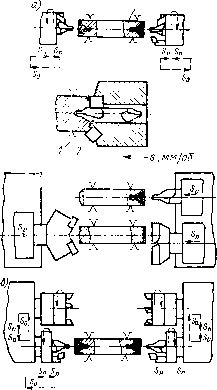 Рис. 15.4. Технологические схемы обработки торцов и центровых отверстий заготовок
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2025 Prom Izhora
При копировании текстов приветствуется обратная ссылка |