

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Технология изготовления инструментов движете радиального зотшодания 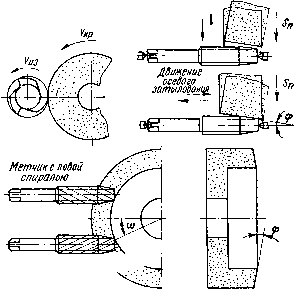 MemQUK с прадой V- v;>Ss. спиралью V--- Рис. 15.9. Схемы заточки метчиков 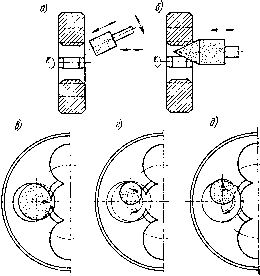 Рис. 15.10. Схемы заточки круглых плашек 15.20. Припуск на заточку метчиков и плашек, мм
Заточку передней грани производят цилиндрическим кругом по схеме, приведенной на рис. 15.10, в-д. Припуск на заточку метчиков и плашек выбирают по табл. 15.20. Заточка протяжек, Осуи;ествляется по передним и задним поверхностям. Передние поверхности затачиваются торцом круга (плоские протяжки), конусной поверхностью тарельчатого круга (круглые протяжки); задние поверхности - торцом круга (плоские протяжки), периферией круга форма ПП (круглые протяжки). Износ протяжек (по задним поверхностям со округлением режущих кромок) не должен превышать 0,1-0,15 мм, а по уголкам стружкоотделительных канавок - 0,4 мм. Припуск на переточку по передней грани до 0,2 мм для чистовых зубьев и 0,4 мм для черновых. Наружные и шпоночные протяжки перетачивают по задним поверхностям. 15.5. Дополнительная обработка и упрочнение инструментов Этот цикл операций в настоящее время становится одним из важнейших в повышении долговечности инструмента и производительности труда. Условно можно выделить операции, осуществляемые в процессе изготовления инструмента (химико-термическую обработку и механическое и некоторые другие виды упрочнения), и операции, которые могут производиться как в процессе изготовления инструмента, так и при его переточках. Операции, осуществляемые в процессе изготовления инструмента. Химико-термическая обработка стального инструмента и ее назначение рассмотрены в п. 15.3. Термическая обработка твердых сплавов. Обеспечивает повышение прочности, ударной вязкости, твердости, износостойкости инструментов, оснащенных твердым сплавом группы ВК. Заключается в закалке спеченных твердосплавных заготовок или их отжиге при температуре 600-1250 X в течение нескольких часов (до 100). Наибольшее распространение получила закалка заготовок. В процессе закалки заготовки нагревают со скоростью * 10- 15°С/с до температуры 1150-1200 С (сплавы с содержанием кобальта до 15 % или до 1000С (сплавы с содержанием кобальта более 15 %), а затем охлаждают в масле, нагретом до 40 °С Закалке подвергаются как заготов-15.21. Коэрцитивная сила ки режущего, так и штам- твердосплавных изделии - инструмента, Кон- троль качества заготовок после закалки осуществляется измерением твердости (которая после закалки должна повышаться на 8-12 %) или коэрцитивной силы (табл. 15.21). По данным исследований повторный непродолжительный нагрев (при шлифовании, заточке, пайке) не оказывает существенного влияния на параметры закаленной заготовки, а следовательно, и на качество готовых изделий. Так, стойкость сверл спиральных диаметром 0,7-2 мм цельных твердосплавных из сплава ВК6М для сверления плат печатного монтажа, изготовленных из закаленных заготовок вы-шлифовкой профиля алмазными кругами, в три раза выше, чем таких же сверл, но из обычных заготовок. Механическое упрочнение, Осуществляется при изготовлении твердосплавного инструмента и инструмента из минералокера-мики. Заключается в обработке режущих клиньев песком, дробью или в вибрационной обработке с наполнителем, В процессе обработки режущие кромки инструмента округляются до нужного радиуса, тренируются , что снижает остаточные растягивающие напряжения, создает в поверхностном слое сжимающие напряжения. Наибольшее распространение получила вибрационная обработка режущих пластин из твердого сплава минералокера-мики. Осуществляется на машинах моделей ВМП-25, ВМ-40С, ВМ-40, ВМ-100. Наполнителем служат абразивные тела ПТ
* Режимы,приведенные в качестве примера, соответствуют способу закалки, разработанному в Институте сверхтвердых материалов АН УССР.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |