

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Инструмент обработки поверхностей   Рис. 4. Твердосплавной резьбовой резей Рис. 5. Резьбовой профиль прямоугольной режущей кромкой С снять заходную нитку. Расстояние а должно быть равно 1/2 щага резьбы в заготовке. Это обусловлено тем, что профиль резьбы калибр-кольца имеет угол 60° и провал 30° по наружному (наибольщему) диаметру резьбы (рис. 5), так как кшшбром-кольцом всегда проверяется резьба на детшш по среднему диаметру. Получение угла профиля в 60° из угла профиля в 30°, нарезанного в заготовке из пластификата, осуществляется доводкой после окончательного обжига при температуре 1750 °С. Доводка резьбового калибра-кольца выполняется обычными резьбовыми чугунными разжимными притирами. Обойма для готового кольца вытачивается из сплава Д16Т. Обойма растачивается под наружный диаметр кольца с зазором 0,01-0,03 мм. После анодирования обойма приобретает черный цвет; в нее вклеивается эпоксидной смолой готовое керамическое кольцо. На обойме маркируется наименование и размер резьбового калибра-кольца. Доводка цилиндрических и конусных резьбовых калибров. Трудности при доводке резьбовых конусных калибров заключаются прежде всего в том, что для непроходного кольца при щаге 1,5; 1; 0,75 мм и менее наружная площадка резьбы калибров составляет всего 0,03 - 0,06 мм. Чтобы изготовить притир для этих контркалибров, нужно иметь резец с площадкой на верщине не более 0,02 мм. Притир базируется на наружной поверхности витков контркалибра. Очень медленно осуществляется доводка плоскости резьбы по ее среднему диаметру. Чтобы ускорить процесс доводки, применяется притир с удаленной через щаг ниткой резьбы. Притир (рис. 6) нарезают резцом с площадкой у верщины, равной щагу резьбы. Для этого на притире фрезеруют произвольно одну канавку
р-о.г 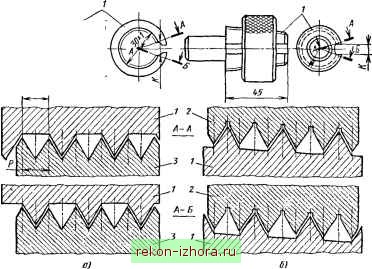 Рис. 6. Схема доводки резьбовых ци.зиндричсских (о) и конусных (б) калибров притиром с удаленной через шаг ниткой резьбы: 1 - притир; 2 - калибр-кольцо; i - контр-калибр К (рис. 6,й). Токарный станок настраивают на шаг резьбы калибра. Резьбовой резей с площадкой у вершины, равной шагу резьбы минус 0,15 - 0,2 мм, вводят в канавку К и через шаг прорезают в притире канавку шириной, которая на 0,2 мм меньше шага резьбы, но с углом подъема, соответствующим ее шагу. После этого резец вводят с другой стороны в ту же канавку К притира. Затем резец отводят, и притир поворачивают на один оборот без нарезания резьбы. При третьем обороте резец опять вводят в канавку притира и за этот оборот прорезают вторую канавку, которая отстает от первой на два шага резьбы. Этот способ нарезания витков применяется для получения как наружных, так и внутренних притиров. При доводке таким притиром калибра вершина профиля резьбы не соприкасается с телом притира, и притир доводит калибр только по его среднему диаметру. Доводка осуществляется в 2 - 3 раза быстрее, чем при применении обычных притиров. Применение притиров со снятой через шаг резьбой позволяет просто и точно изготовлять и такие сложные инстру- 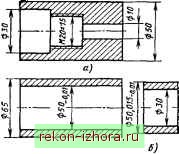 Рис. 7. Внутренний цельный (а) и сборный (6) калибры соосности
менты, как конусные калибры для резьбы Бриггса (рис. 6,6). Изготовление калибров соосности. Калибры рля проверки соосности деталей имеют несколько поверхностей разного диаметра, которые должны быть расположены строго соосно. Изготовление наружных калибров соосности не представляет особых затруднений. Для этого нужно тщательно выполнить на калибре технологические центровые отверстия, и тогда допуск на несоосность отдельных участков калибра может быть легко выдержан в пределах 3-15 мкм. Намного труднее изготовить внутренний калибр соосности (рис. 7, о). Диаметры калибра 30 и 10 мм и резьба М20 х 1,5 должны быть соосны в пред&пах 0,004 мм. Изготовление цельного калибра (рис. 7, о) трудоемко при доводке как гладкой, так и резьбовой части, так как доводку приходится выполнять в упор. Для повышения технологичности изготовления его выполняют из четырех деталей: наружной обоймы и трех отдельных элементов (рис. 7,6). Обойму шлифуют и доводят по внутреннему диаметру дтя создания цилиндра по всей длине с допуском в пределах 0,005 - 0,01 мм. Каждое из трех колец доводят по внутренним размерам обычным порядком. После этого в центрах шлифуют гладкую оправку с конусом 0,005 мм и на ней выполняют окончательную обработку наружных поверхностей гладких колец. Перед сборкой калибра кольца охлаждают струей сжатого воздуха, а обойму опускают в масло, нагретое до 50-60 С. После этого обойму ставят торцом на плиту и опускают в нее кольца в требуемом порядке. После выравнивания температуры обеспечивается необходимая посадка. Описанным выше способом достаточно просто могут быть изготовлены различные многоступенчатые Kajm6pbi.
|
|||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |