

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Инструмент обработки поверхностей цепи движения подачи сводится к подбору сменных зубчатых колес, так как остальные элементы известны и постоянны ( пост), поэтому Щм = PJnocT- Зависимость м =--=- пост-* Х.В используется при нарезании метрической резьбы с шагом Р (мм). При нарезании дюймовой резьбы шаг определяется числом ниток к резьбы на один дюйм длины заготовки, т. е. Р = = 25,4/Л; в этом случае мм = 25,4/ЛМпосг- При нарезании модульной резьбы шаг определяется значением модуля т (мм), т. е. Р = пт; в этом случае им = кт/и 1 При нарезании питчевой резьбы шаг зависит от значения питча р , т. е. Р = п/р (в дюймах); в этом случае мм = = п 25,4/н осг- Число 25,4 представляют дробью 127/5, и поэтому в набор сменных зубчатых колес включают колесо z = 127, а п заменяют отношением п = 22/7. Подбор остальных сменных колес производится по методу разложения на множители. В станке 16К20 при нарезании метрических и дюймовых резьб устанавливают следующие сменные зубчатые колеса: (а/Ь) (c/d) = (40/86) (86/64). Переход от нарезания метрической резьбы на нарезание дюймовой производят включением зубчатых колес (38/34) (30/33) в коробке подач. Если установить в гитаре подач комбинацию (a/b)-{c/d} = = (60/86) (86/48), то можно нарезать метрические и дюймовые резьбы с шагом, вдвое больше табличного. Для настройки гитары сменных зубчатых колес на нарезание резьбы с шагом, не предусмотренным таблицами станка, пользуются формулой (а/Ь) (c/d) = (5/8) (Р /Рг), где Р - шаг нарезаемой резьбы (мм); Р - табличное значение шага резьбы, ближайшее к Р (мм). При установке (а/Ь) (c/d) = (60/73) (86/36) можно нарезать модульные и питчевые резьбы. При нарезании резьб с шагом, не предусмотренным таблицами станка, пользуются формулами: для модульной резьбы (а/Ь) (c/d) = (60/73) (86/36) гщ/щ; для питчевой резьбы (а/Ь) (с/) = (60/73) (86/36) Рур;;, где щ, и Р , - соответственно модуль и питч нарезаемой резьбы, а и Р - соответственно табличные значения модуля и питча, близкие к ж и Р. НАРЕЗАНИЕ МЕТРИЧЕСКИХ РЕЗЬБ При изношенном ходовом винте и разъемной гайке станка нарезание резьбы сопровождается негативными факторами: на входе в заготовку резец притормаживает движение каретки, и пфвая нитка резьбы получается утолщенной; на выходе из заготовки резец освобождается от нагрузки, и происходит скачок подачи, из-за чего последняя нитка резьбы получается утолщенной; по этой же причине первые и последние шаги резьбы бывают <фастянутыми . Чтобы исключеть влияние этих факторов, необходимо в момент начала и окончаш1Я резания притормаживать вручную маховик продольной подачи каретки (устраняется зазор между ходовьп! винтом и разъемной гайкой); если резьба нарезается в партии заготовок, операцию следует разделить на две - черновую и чистовую. Перед тестовым нарезанием резьбы резец затачивается заново или заменяется. При нарезании резьбы скоростным методом твердосплавным резцом необходимо отключить маховик каретки или снять его. Маховик, не отсоединенный от рейки, своей массой создает инерционность, т. е. притормаживание на входе и разгон на выходе, что приводит к утолщению первой и последней ниток резьбы. Для повышения производительности при нарезании наружных резьб на токарном станке у заготовок с несимметричным припуском или тонкостенных трубчатых можно применять призматическую плашку от резьбонарезной головки, используя ее как гребенку (рис. 2) с принудительной подачей. Плашка дополнительно затачшается под углом 45°, чтобы образовалась режущая кромка, которая при первом переходе обтачивает заготовку до требуемого диаметра с одновременным черновым нарезанием резьбы (станок настраивается на заданный шаг резьбы). При втором переходе резьба нарезается окончательно. Для применения этого инструмента нарезаемая резьба должна быть сквозной или должна иметь сбег, равный ширине плашки. Внутренние резьбы на проход можно нарезать, используя гаечный метчик как гребенку. Для этого метчик устанавливают на призме в резцедержателе станка таким образом, чтобы одно из его перьев располагалось горизонтально (рис. 3). Станок настраивается на шаг резьбы метчика. После включения автоматической подачи от ходового винга перо метчика нарезает Заготовка Рис. 2. Схема испо.1ьзования плашки от резьбонарезной головки: 1 - державка; 2 - винт; 3 - плашка резьбу В гайке на полную глубину за один переход. Затупившееся перо (гребенка) метчика заменяется путем простого поворота метчика на призме. Скоростное нарезагае наружных и внутренних резьб при движении суппорта до упора без применения приспособлений, отбрасывающих резец в конце перехода, возможно при несложной модернизации станка (рис. 4): один конец ходового винта связывается с валом коробки подач посредством подвижного щлицевого соединения; второй его конец своей удлиненной цапфой входит в задний опорный подшипник и постоянно поджимается влево пружиной. 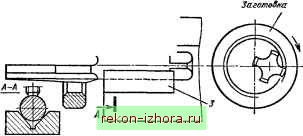 Рис. 3. Схема испо.тьзоваиия метчика как гребенки для нарезания резьбы: 1 - резцедержатель; 2 - метчик; 3 - призма
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |