

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Инструмент обработки поверхностей вленных на направляющих станины станка. Щуп 5, связанный с поперечными салазками суппорта, прижат к рабочей поверхности копира пружиной, которая с помощью толкателя 4 воздействует на винт поперечной подачи. Винт отключен от каретки суппорта. При работе верхняя поворотная часть суппорта повернута на угол, равный 90°, и настройка станка на размер диаметра первой ступени детали производится путем перемещения с помощью винта верхних салазок до неподвижного упора. По окончании обтачивания поворотом эксцентрика 3 щуп 5 отводят от копира, и суппорт возвращается в исходное положение. Достоинства этого устройства - простота конструкции и доступность изготовления. Гидрокотровальный суппорт для продольной и поперечной обточки сложных профилей можно установеть на любом токарном станке с высотой центров 100 - 600 мм. Он может вращаться вокруг своей оси на 360°, что в несколько раз ускоряет переналадку при обработке цилиндрических, конических, сферических, резьбовых и торцовых поверхностей. Суппорт оснащен автоматической подачей смазочного материала на- трущиеся поверхности, которые имеют форму призмы. В суппорте предусмотрена система регулирования скорости движения гидроцилиндра с резцедержателем вперед и назад, автоматическое регулирование уплотнительных резиновых колец, что увеличивает его надежность. Гидросуппорт (рис. 74) устанавливают вместо обычного суппорта. Основным движением для него является продольная (для обработки наружных и внутренних поверхностей) или поперечная (при обработке торцовых поверхностей) подача станка. Копир 12 устанавливается на неподвижной поверхности станка. Масло от насоса 1 по гибкому шлангу подается в полость цилиндра 3, из которой по калиброванному отверстию в поршне 4 оно перетекает в полость. Поршень 4 крепится к неподвижным салазкам суппорта. Так как площадь поршня в нижней полости в 2 раза меньше площади поршня в верхней полости, то при одинаковом давлении масла в обеих плоскостях суппорт 13 подводится к линии центров. Давление масла в полости регулируется золотником 8 гидрораспределителя, который под действием пружины стремится перекрыть канал 6, и наконечник щупа прижимается к копиру. При движении наконечника щупа 11 по копиру рычаг 10 сжимает пружину, тем самым изменяя проходное сечение  Рис. 74. Гидросуппорт токарного станка: / - насос; 2 - нижняя полость цилиндра; 3 - цилиндр; 4 - поршень; 5 - верхняя полость цилиндра; 6 - канал; 7 - гидрораспределитель; S - золотник; 9-шток; /О-рычаг; -наконечник щупа; /2 - копир; /i - суппорт для выхода масла из верхней плоскости цилиндра в сливную магистраль. Давление в верхней полости цилиндра будет падать при сохранении давления в нижней полости цилиндра, и суппорт, переместив корпус гидрораспределителя, приведет систему в равновесие. На рис. 75 показано приспособление для обработки внутренних многогранников. Приспособление состоит из кронштейна 4, размещенного в резцедержателе токарного станка, корпуса 3 и пуансона, закрепленного в шпинделе 2, установленном на подшипниках. Плоскость кронштейна наклонена к осям отверстия кронштейна и станка под углом 1,5°. При этом только одна из граней пуансона соприкасается с обрабатываемой заготовкой. При включении продольной подачи и соприкосновении пуансона с вращающейся заготовкой пуансон также начинает  Рис. 75. Приспособление для обработки внутренних многогранников: / - пуансон; 2 - шпиндель; 3 - корпус; 4 - кронштейн 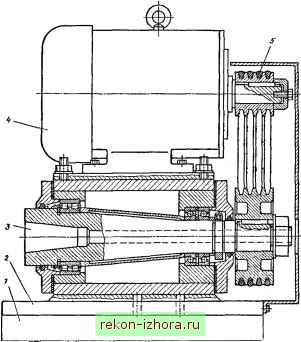 Рис. 76. Устройство для фрезерования тел врашения: i-плита поперечных салазок; 2-корпус устройства; 3 - ось фрезерного шпинделя; 4 - электродвигатель; 5 - клиновые ремни вращаться, и внутри предварительно просверленного отверстия получается многогранник, соответствующий по размеру пуансону. Устройство для фрезерования тел вращения (рис. 76) предназначено для черновой обработки заготовок типа тел вращения, на наружных поверхностях которых имеются пазы или срезы. Его устанавливают на поперечном суппорте токарного станка так, чтобы ось фрезерного шпинделя была перпендикулярна оси станка. Сварной корпус устройства 2 неподвижно закреплен на плите 1 поперечных салазок станка. В верхней части приспособления на поворотной плите установлен электродвигатель 4, от которого через клиновые ремни 5 фрезерный шпиндель получает вращение.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |