

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Станочные гидроприводы
Взамен манжет типа 2, соответствующих отмененному ГОСТ 6959 - 54, рекомендуется применять манжеты типа 3 (в издании стандарта 1988 г. манжеты типа 2 отсутствуют). Примечание. При новом проектировании не применять приведенные в скобках значения диаметров манжет для штоков d и цилиндров D. 8.21. Основные характеристики резин, применяемых для изготовления манжет по ГОСТ 14896 - 84
При увеличении температуры срок мужбы резко падает (для группы О при 100 °С - 2,5 года; при 120 С - 1 год; при 150 °С - 80 сут; при 200 °С - 300 ч). 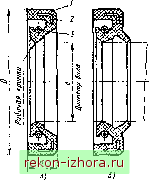 Рис. 8.23. Конструкция мпнжет по ГОСТ S752 70 1МП0Ц 1 (а) и !1 16) Манжеты армированные для валов по ГОСТ 8752 - 79 (рис. 8.23) служат для уплотнения валов, работающих в масле при избыточном давлении до 0,05 .МПа, скорости до 20 м/с и температуре -45-М50 °Св зависимости от группы резины (1 - от-45 до -Ь100 С; 2 - от -30 до -Ь100 °С; 3 - от -60 до-Ь100°С; 4 -от-45 до-Ь150 °С; 5- от -20 до -Ь170°С; 6 - от -55 до -}-150°С). Манжета состоит из корпуса /, каркаса 2 и пружины 3. Манжеты изготовляются двух типов (/ - однокромочные; Я - однокромочные с пыльником) и двух исполнений (1 -с механически обработанной кромкой; 2 - с формованной кромкой). Манжеты по ряду 1 (табл. 8.22) применяются в отечественном станкостроении, по ряд> 4 - для комплектации импортного оборудопа-ния. Шифр обозначения мангкс пок,;.: а рис. 8.24. 8.22. Основные размеры (мм) манжет по ГОСТ 8752 - 79 (ограничительный рад по 0СТ2 A5I-4 -81)
Тип манжеты: i- однонромочная; П- однокромочная с пыльником Исполнение манжеты: 1 - с механичесни обработанной нромкой; 2- с формованной нромной Указывается только для ряда 4 Группа резины: 1,2,3,4,5 или 6 Наружный диаметр D,mm Диаметр вала d, мм 1.2 .. и!-фг 1;5о.!н;1че1111Я ч.шжег но ГОСТ 8752 - 79 Л. .11 ; Максимальные скорость и давление лимитируются нагревом лепестка манжеты. Момент трения (Н-см) [1] = 0,016 £д, где d - диаметр вала, мм; д = (2-f- 5) Н/с.и - удельная сила трения (при 150 мм и отсутствии давления). Утечка через манжеты не превышает 0,1 см/ч. Повышенная утечка .может происходить вследствие повреждений лепестка или рабочей поверхности вала, наличия зафяз-нений или в результате биения вала. Предельный допуск радиального биения вала указан ниже: стью до 7,5 м/с в гидросистемах с рабочим давлением до 50 МПа. Кольца изготовляются из чугуна СЧ20 (ГОСТ 1412 - 85) и имеют замок-прорезь под углом 45° к оси. В свободном состоянии ширина замка равна б а при установке в цилиндр зазор б не превышает нескольких десятых долей миллиметра. Зазор необходим для монтажа кольца в канавку поршня (рис. 8.26, б), а также ко.мпенсации ошибок изготовления гильзы цилиндра и тепловых деформаций его деталей. Гер.метичность по диаметру D обеспе- Частота вращения, об/мин До 1000 Допуск, мм 0,18 1000-2000 2000-3000 3000-4000 4000-5000 Св. 5000 0,15 0,12 0,1 0,08 0,02 Для монтажа манжеты необходимо предусмотреть заходные фаски (рис. 8.25, а). Отверстия d, служат для демонтажа манжеты. Через посадочное место под манжету не должны протягиваться детали, которые могут его поцарапать (б). Для облегчения ремонта уплотнительного узла рекомендуется устанавливать на вал защитную втулку (в). При наличии конических подшипников должны предусматриваться маслоотводя-щие каналы (г). Несколько повысить рабочее давление позволяют упорные шайбы (с>). Рекомендуемый параметр шероховатости поверхности вала Ra = 0,32 мкм, твердость чивается упругостью кольца и давлением масла в полости Л. Кольца и.меют большую долговечность (8 - 10 лет), незначительные размеры, могут работать при наличии отверстий или канавок на зеркале цилиндра. Сила трения (Н) сравнительно невелика [1]: /р = л/)Ац(лр-р), где Z) -диа.метр поршня, мм; Ь - ширина кольца, мм: ц = =0,07-ЬО, 15-коэффициент трения (увеличивается при уменьшении скорости движения); п - количество колец; р - давле- HenpotujibHO Правильно Неправильно Правильно   Рис. 8.25. Конструкция уплотнительных узлов с ман.кетачи по ГОСТ 8752 - 79 49 - 53 HRC; остальные рекомендации по монтажу аналогичны рекомендациям для манжет по ГОСТ 14896 - 84. Кольца поршневые по ОСТ2 А54-1 - 72 (рис. 8.26, а) при.меняются для уплотнения поршней цилиндров, работающих при во.!-вратно-поступательном движении со скоро-  Рис. 8.26. Конструкция (а) и пример устаиовкн (б) порш}1СВЫХ колец по ОСТ2 А54-1 - 72
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |